I metalli d’apporto permettono di assemblare due pezzi metallici per brasatura. La scelta del prodotto dipende dalla natura dei pezzi e dalla resistenza ricercata. Il loro impiego si accompagna a volte a quello di un prodotto disossidante.
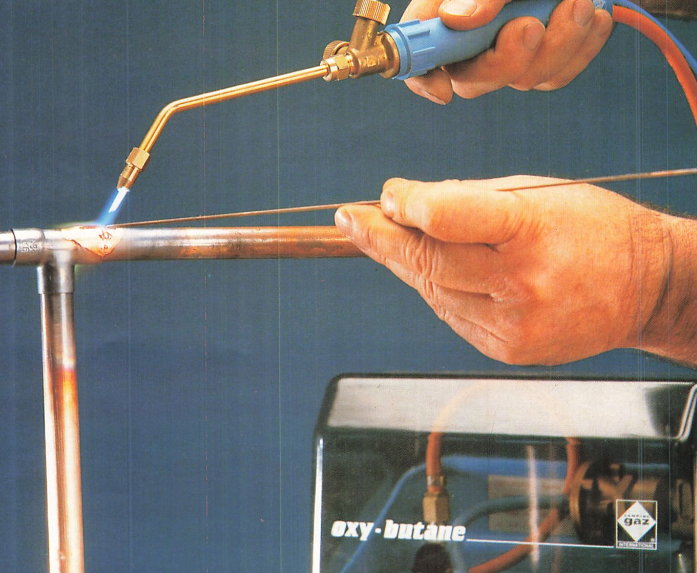
Il metallo d’apporto è un materiale intermedio che tiene assemblati due pezzi in metallo dopo la brasatura, Questa operazione permette, per esempio, di congiungere due tubi in rame: il punto di fusione del metallo d’apporto deve essere inferiore a quello del rame, Riscaldando, il metallo d’apporto fonde e cola tra i due pezzi da assemblare, Raffreddando, il metallo d’apporto si indurisce e fissa solidamente i pezzi tra di loro.
Naturalmente esistono diversi metalli d’apporto, adatti alla natura dei materiali da assemblare e al tipo di saldatura da realizzare: brasatura dolce allo stagno, brasatura comune, brasatura all’argento e saldobrasatura. Gli attrezzi per la saldatura dipendono dal lavoro da effettuare e possono essere saldatore elettrico, cannello o lampada per saldare, cannello bi-gas o archi elettrici.
Quale metallo utilizzare?
La scelta del metallo d’apporto (presentato in bacchette o filo) deve essere effettuata secondo la natura dei pezzi da assemblare, la resistenza desiderata per il tipo di saldatura intrapreso e l’utensile impiegato per riscaldare il pezzo, adatto alla temperatura necessaria al lavoro da effettuare, Tra i metalli d’apporto si distinguono
-Lo stagno e l’alluminio, che procurano una resistenza abbastanza debole; vengono dunque riservati per le piccole saldature in ambito elettrico, elettronico, modellismo, che si effettuano con un saldatore specifico, Vengono anche utilizzati per gli impianti sanitari o per gli assemblaggi piombo-rame;
-Il rame, il rame/fosforo, l’ottone e l’argento apportano una resistenza superiore. L’argento, il cui punto di fusione è di 630°C, permette di assemblare tutti i metalli, ad eccezione dell’alluminio, dello stagno, del piombo e della ghisa. Il rame, il cui punto di fusione è di 820°C, serve all’assemblaggio dei pezzi di rame, L’ottone, il cui punto di fusione è di 875°C, è utilizzato per il rame, l’acciaio o la ghisa.
Esistono diversi tipi di metalli d’apporto
-Saldatura a filo con anima decapante. Alcuni metalli d’apporto vengono prodotti con decapante incorporato, Le saldature a filo con anima decapante contengono il 40% di stagno, Non bisogna utilizzarle per l’elettronica o l’elettricità, poiché il decapante incorporato è di tipo acido. Riservatele per le brasature dolci di lamiere (rame, ottone, latta, zinco, ecc,) Tuttavia, esistono anche delle saldature a filo con decapante (a 60% di stagno) concepite specialmente per l’elettronica.
-Saldatura a filo non decapante. Comprendente dal 33 al 40% di stagno, il suo utilizzo deve essere combinato con quello di un prodotto disossidante, Quest’ultimo deve allora essere applicato nel punto in cui i pezzi da saldare devono essere riscaldati. Questo prodotto si presenta in bobine,
-Saldatura di stagno in bacchette. Il suo utilizzo deve anch’esso essere combinato con quello di un prodotto antiossidante da applicare precedentemente. Queste bacchette, di diversa lunghezza, sono realizzate in una lega di piombo e stagno (al 20, 28 o 30%), Servono in particolare per le brasature dolci,
-Bacchette per saldobrasature. Realizzate in metallo o leghe diverse, adatte dunque a impieghi specifici, offrono una resistenza meccanica maggiore rispetto alla saldatura allo stagno, Può trattarsi di ottone, utilizzabile senza prodotto disossidante per i lavori su tubi in rame e metalli ferrosi; di una combinazione rame/fosforo, per saldo-brasature di pezzi in rame; di rame/ fosforo/argento al 5%, per gli stessi impieghi, ma la cui resistenza viene
migliorata dalla presenza dell’argento; d’argento al 40%, per le saldature a forte resistenza su pezzi in rame, ottone, ferro, acciaio, inox, ecc, Queste bacchette devono essere utilizzate con un prodotto antiossidante specifico: d’alluminio, per esempio, per le brasature forti dell’alluminio (da utilizzare con decapante speciale,
-Bacchette per saldature autogene. Realizzate in acciaio ramato, sono riservate unicamente alle saldature autogene di pezzi in acciaio o ferro, Avendo un punto di fusione di circa 1500°C, richiedono l’utilizzo di un cannello bi-gas (ossigeno acetilene o ossigeno-butano) che è in grado di fornire una temperatura così elevata.


La scelta del metallo d’apporto è quindi importante.